
常見(jiàn)鋼結(jié)構(gòu)構(gòu)件連接方法詳解!
鋼結(jié)構(gòu)構(gòu)件的連接
鋼結(jié)構(gòu)的連接方法有焊接、普通螺栓連接、高強(qiáng)度螺栓連接和鉚接,具體如下:
(一)焊接
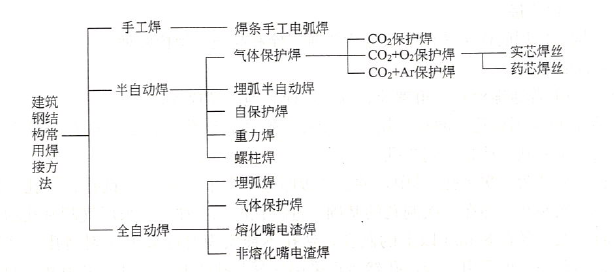
1、建筑工程中鋼結(jié)構(gòu)常用的焊接方法:按焊接的自動(dòng)化程度一般分為手工焊接、半自動(dòng)焊接和自動(dòng)化焊接三種。
2、根據(jù)焊接接頭的連接部位,可以將熔化焊接頭分為:對(duì)接接頭、角接接頭、T形及十字接頭、搭接接頭和塞焊接頭等。
3、在焊接時(shí)應(yīng)合理選擇焊接方法、條件、順序和預(yù)熱等工藝措施,盡可能把焊接應(yīng)力和焊接變形控制到最小。必要時(shí),應(yīng)取合理措施消除焊接殘余應(yīng)力和變形。
4、焊縫缺陷通常分為:裂紋、孔穴、固體夾雜、未熔合、未焊透、形狀缺陷和上述以外的其他缺陷。其主要產(chǎn)生原因和處理方法為:
(1)裂紋:通常有熱裂紋和冷裂紋之分。產(chǎn)生熱裂紋的主要原因是母材抗裂性能差、焊接材料質(zhì)量不好、焊接工藝參數(shù)選擇不當(dāng)、焊接內(nèi)應(yīng)力過(guò)大等;產(chǎn)生冷裂紋的主要原因是焊接結(jié)構(gòu)設(shè)計(jì)不合理、焊縫布置不當(dāng)、焊接工藝措施不合理,如焊前未預(yù)熱、焊后冷卻快等。處理辦法是在裂紋兩端鉆止裂孔或鏟除裂紋處的焊縫金屬,進(jìn)行補(bǔ)焊。
(2)孔穴:通常分為氣孔和弧坑縮孔兩種。產(chǎn)生氣孔的主要原因是焊條藥皮損壞嚴(yán)重、焊條和焊劑未烘烤、母材有油污或銹和氧化物、焊接電流過(guò)小、弧長(zhǎng)過(guò)長(zhǎng)、焊接速度太快等,其處理方法是鏟去氣孔處的焊縫金屬,然后補(bǔ)焊。產(chǎn)生弧坑縮孔的主要原因是焊接電流太大且焊接速度太快、熄弧太快,未反復(fù)向熄弧處補(bǔ)充填充金屬等,其處理方法是在弧坑處補(bǔ)焊。
(3)固體夾雜:有夾渣和夾鎢兩種缺陷。產(chǎn)生夾渣的主要原因是焊接材料質(zhì)量不好、焊接電流太小、焊接速度太快、熔渣密度太大、阻礙熔渣上浮、多層焊時(shí)熔渣未清除干凈等,其處理方法是鏟除夾渣處的焊縫金屬,然后焊補(bǔ)。產(chǎn)生夾鎢的主要原因是氬弧縫金屬,重新焊補(bǔ)。
(4)未熔合、未焊透:產(chǎn)生的主要原因是焊接電流太小、焊接速度太快、坡口角度間隙太小、操作技術(shù)不佳等。對(duì)于未熔合的處理方法是鏟除未熔合處的焊縫金屬后補(bǔ)焊。對(duì)于未焊透的處理方法是對(duì)開(kāi)敞性好的結(jié)構(gòu)的單面未焊透,可在焊縫背面直接補(bǔ)焊。對(duì)于不能直接焊補(bǔ)的重要焊件,應(yīng)鏟去未焊透的焊縫金屬,重新焊接。
(5)形狀缺陷:包括咬邊、焊瘤、下塌、根部收縮、錯(cuò)邊、角度偏差、焊縫超高、表面不規(guī)則等。
(6)其他缺陷:主要有電弧擦傷、飛濺、表面撕裂等。
5、焊接材料的種類(lèi)及選用原則
鋼結(jié)構(gòu)中焊接材料的選用,需適應(yīng)焊接場(chǎng)地(工廠焊接或工地焊接)、焊接方法、焊接方式(連續(xù)焊縫、斷續(xù)焊縫或局部焊縫),特別是要與焊件鋼材的強(qiáng)度和材質(zhì)要求相適應(yīng)。
①.手工焊接用焊條
●對(duì)Q235 鋼制作的重級(jí)工作制吊車(chē)梁或類(lèi)似結(jié)構(gòu),宜采用E4315、 E4316型焊條;對(duì)其他結(jié)構(gòu),則宜采用E4300~ E4313型焊條;
●對(duì)16Mn 鋼制作的重級(jí)工作制吊車(chē)梁或類(lèi)似結(jié)構(gòu),宜采用E5015、E5016型焊條;對(duì)其他結(jié)構(gòu),則宜采用E5001~ E5014 型焊條。
②.自動(dòng)及半自動(dòng)埋弧焊用的焊絲及焊劑
■對(duì)Q235 鋼,采用H08、H08A、H08E焊絲配合中錳型、高錳型焊劑,或采用H08Mn、H08MnA配合無(wú)錳型、低錳型焊劑;
■對(duì)16Mn鋼及16Mnq鋼,采用H08A、H08E配合高錳型焊劑,或采用H08Mn、H08MnA配合中錳型或高錳型焊劑,或采用H10Mn2配合無(wú)錳型或低錳型焊劑。
③.焊接材料的進(jìn)場(chǎng)驗(yàn)收
焊條外觀不應(yīng)有藥皮脫落、焊芯生銹等缺陷;焊劑不應(yīng)受潮結(jié)塊。
檢查數(shù)量:按量抽查1%,且不應(yīng)少于10包。
檢驗(yàn)方法:觀察檢查、焊接材料的質(zhì)量合格證明文件、中文標(biāo)志及檢驗(yàn)報(bào)告等。
說(shuō)明:焊條、焊劑保管不當(dāng),容易受潮,不僅影響操作的工藝性能,而且會(huì)對(duì)接頭的理化性能造成不利影響。對(duì)于外觀不符合要求的焊接材料,不應(yīng)在工程中采用。
④.焊接材料的具體分類(lèi)


焊條型號(hào)
E 43 15
┬ ┬ ┬
│ │┬└ 表示焊條藥皮為低氫鈉型,采用直流反接焊接。
│ │└─表示焊條適用于全位置焊接。
│ └──表示熔敷金屬抗拉強(qiáng)度的最小值。
└────表示焊條。
焊條牌號(hào)
碳鋼焊條(用“J”表示)
低合金高強(qiáng)鋼焊條(用“J”表示)
鉬和鉻耐熱鋼焊條(用“R”表示)
低溫鋼焊條(用“W”表示)
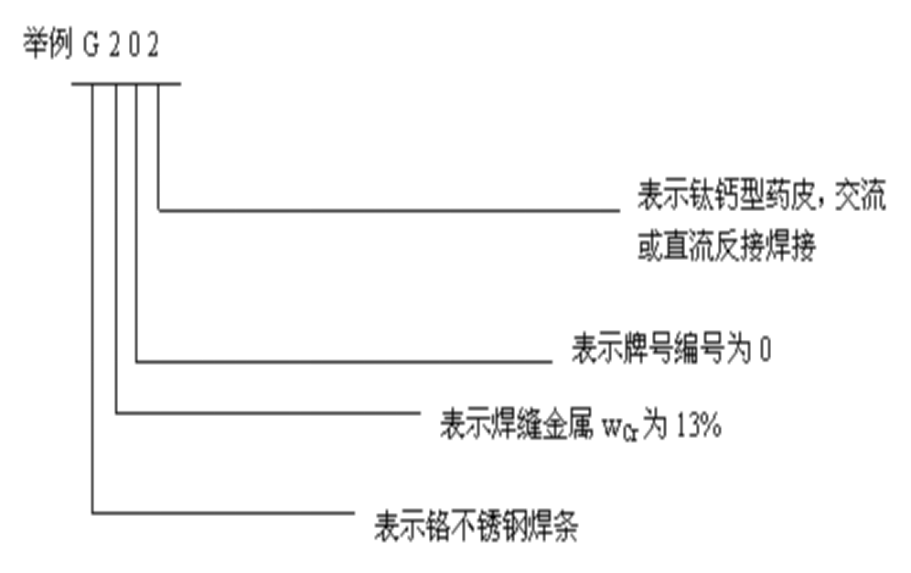
不銹鋼焊條(用“G”或“A”表示)
(二)螺栓連接
鋼結(jié)構(gòu)中使用的連接螺栓一般分為普通螺栓和高強(qiáng)度螺栓兩種。
(1)普通螺栓:
1)常用的普通螺栓有六角螺栓、雙頭螺栓和地腳螺栓等;
2)制孔可采用鉆孔、沖孔、銑孔、餃孔、性孔和惚孔等方法,對(duì)直徑較大或長(zhǎng)形孔也可采用氣割制孔嚴(yán)禁氣割擴(kuò)孔。 鉆孔、沖孔為一次制孔〔其中,沖孔的板厚應(yīng)不大于12mm)。銑孔、鉸孔、鏜孔和鍯孔方法為二次制孔,即在一次制孔的基礎(chǔ)上進(jìn)行孔的二次加工二采用氣割制孔的方法,實(shí)際加工時(shí)一般直徑在80mm以土的圓孔,鉆孔不能實(shí)現(xiàn)時(shí)可采用氣割制孔;另外對(duì)于長(zhǎng)圓孔或異形孔一般可采用先行鉆孔然后再采用氣割制孔的方法對(duì)于采用沖孔制孔時(shí).鋼板厚度應(yīng)控制在12mm以?xún)?nèi)。
(2)高強(qiáng)度螺栓
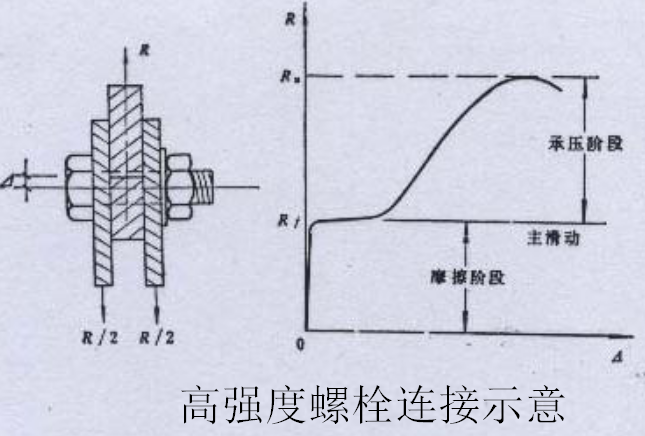
1)高強(qiáng)度螺栓按連接形式通常分為摩擦連接、張拉連接和承壓連接等.其中摩擦連接是目前廣泛采用的基本連接形式。
2)高強(qiáng)度螺栓連接處的摩擦面的處理方法通常有噴砂(丸)法、酸洗法、砂輪打磨法和鋼絲刷人工除銹法等。可根據(jù)設(shè)計(jì)抗滑移系數(shù)的要求選擇處理工藝。抗滑移系數(shù)必須滿(mǎn)足設(shè)計(jì)要求。
3)經(jīng)表面處理后的高強(qiáng)度螺栓連接摩擦面應(yīng)符合以下規(guī)定:
①連接摩擦面保持干燥、清潔,不應(yīng)有飛邊、毛刺、焊接飛濺物、悍疤、氧化鐵皮、污垢等;
②經(jīng)處理后的摩擦面采取保護(hù)措施,不得在摩擦面上作標(biāo)記;
③若摩擦面采用生銹處理方法時(shí),安裝前應(yīng)以細(xì)鋼絲刷垂直于構(gòu)件受力方向刷除摩擦面上的浮銹。
4)高強(qiáng)度大六角頭螺栓連接副由一個(gè)螺栓、一個(gè)螺母和兩個(gè)墊圈組成,扭剪型高強(qiáng)度螺栓連接副由一個(gè)螺栓、一個(gè)螺母和一個(gè)墊圈組成。
5)安裝環(huán)境氣溫不宜低于-10℃。當(dāng)摩擦面潮濕或暴露于雨雪中時(shí),停止作業(yè)。
6)高強(qiáng)度螺栓安裝時(shí)應(yīng)先使用安裝螺栓和沖釘。安裝螺儉和沖釘?shù)臄?shù)量要保證能承受構(gòu)件的自重和連接校正時(shí)外力的作用,規(guī)定每個(gè)節(jié)點(diǎn)安裝的最少個(gè)數(shù)是為了防止連接后構(gòu)件位置偏移.同時(shí)限制沖釘用量:高強(qiáng)度螺栓不得兼做安裝螺栓。
7)高強(qiáng)度螺栓現(xiàn)場(chǎng)安裝選自.投標(biāo)書(shū)代寫(xiě)網(wǎng) yipai178.com 時(shí)應(yīng)能自由穿入螺栓孔,不得強(qiáng)行穿入。若螺栓不能自由穿入時(shí),可采用鉸刀或銼刀修整螺栓孔.不得采用氣割擴(kuò)孔,擴(kuò)孔數(shù)量應(yīng)征得設(shè)計(jì)同意。修整后或擴(kuò)孔后的孔徑不應(yīng)超過(guò)1.2倍螺栓直徑。
8)高強(qiáng)度螺栓超擰應(yīng)更換,并廢棄換下的螺栓,不得重復(fù)使用。嚴(yán)禁用火焰或電焊切割高強(qiáng)度螺栓梅花頭。


(3)連接件進(jìn)場(chǎng)驗(yàn)收
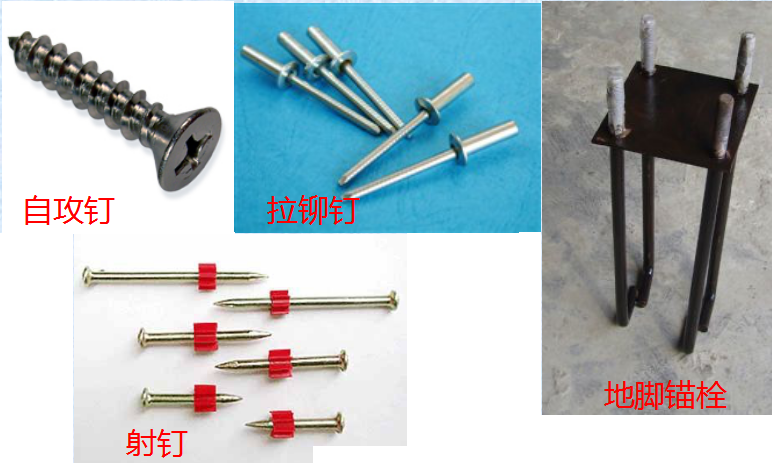
鋼結(jié)構(gòu)連接用高強(qiáng)度大六角頭螺栓連接副、扭剪型高強(qiáng)度螺栓連接副、鋼網(wǎng)架用高強(qiáng)度螺栓、普通螺栓、鉚釘、自攻釘、拉鉚釘、射釘、錨栓(機(jī)械型和化學(xué)試劑型)、地腳錨栓等緊固標(biāo)準(zhǔn)件及螺母、墊圈等標(biāo)準(zhǔn)配件,其品種、規(guī)格、性能等應(yīng)符合現(xiàn)行國(guó)家產(chǎn)品標(biāo)準(zhǔn)和設(shè)計(jì)要求。高強(qiáng)度大六角頭螺栓連接副和扭剪型高強(qiáng)度螺栓連接副出廠時(shí)應(yīng)分別隨箱帶有扭矩系數(shù)和緊固軸力(預(yù)拉力)的檢驗(yàn)報(bào)告。
檢查數(shù)量:部分(全數(shù))檢查。
檢驗(yàn)方法:檢查產(chǎn)品的質(zhì)量合格證明文件、中文標(biāo)志及檢驗(yàn)報(bào)告等。
