
鋼結(jié)構(gòu)構(gòu)件制作加工流程
(一)準備工作
進行詳圖設(shè)計、審查圖紙、提料、備料、相關(guān)試驗和工藝規(guī)程的編制、拄術(shù)交底等工作。
施工詳圖應(yīng)根據(jù)結(jié)構(gòu)設(shè)計文件和有關(guān)技術(shù)文件進行編制,并應(yīng)經(jīng)原設(shè)計單位確認;當需進行節(jié)點設(shè)計時,節(jié)點設(shè)計文件也應(yīng)經(jīng)原設(shè)計單位確認。
(二)鋼結(jié)構(gòu)構(gòu)件生產(chǎn)的工藝流程
放樣→號料→切割下料→平直矯正&選自.投標書代寫網(wǎng) yipai178.com rarr;邊緣及端部加工→滾圓→煨彎→制孔→鋼結(jié)構(gòu)組裝→焊接→摩擦面的處理→涂裝。
(1)放祥:包括核對圖紙的安裝尺寸和孔距,以1:1大樣放出節(jié)點,核對各部分的尺寸,制作樣板和樣桿作為下料、彎制、銑、刨、制孔等加工的依據(jù)。
(2)號料:包括檢查核對材料,在材料上畫出切割、銑、刨、制孔等加工位置。打沖孔,標出零件編號等。
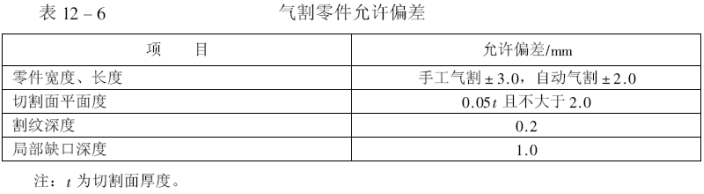
(3)切割下料:包括氧割〔氣割)、等離子切害等高溫熱源的方法和使用機切、沖模落料和鋸切等機械力的方法。

(4)平直矯正:包括型鋼矯正機的機械矯正和火焰矯正等。
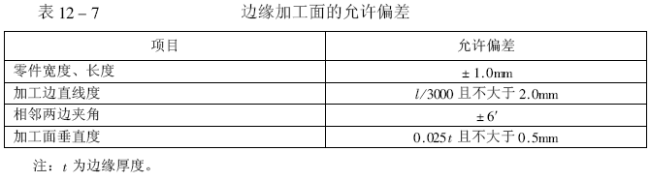
(5)邊緣及端部加工:方法有鏟邊、刨邊、銑邊、碳弧氣刨、半自動和自動氣割機、坡口機加工等。
(6)滾圓:可選用對稱三軸滾圓機、不對稱三軸滾圓機和四軸滾圓機等機械進行加工。
(7)煨彎:根據(jù)不同規(guī)格材料可選用型鋼滾圓機、彎管機、折彎壓力機等機械進行加工。當采用熱加工成型時,一定要控制好溫度,滿足規(guī)定要求。
(8)制孔:包括鉚釘孔、普通連接螺栓孔、高強度螺栓孔、地腳螺栓孔等。制孔通常采用鉆孔的方法,有時在較薄的不重要的節(jié)點板、墊板、加強板等制孔時也可采用沖孔。鉆孔通常在鉆床上進行,不便用鉆床時,可用電鉆、風(fēng)鉆和磁座鉆加工。
(9)鋼結(jié)構(gòu)組裝:可采用地樣法、仿形復(fù)制裝配法、專用設(shè)備裝配法、胎模裝配法等。
(10)焊接:是鋼結(jié)構(gòu)加工制作中的關(guān)鍵步驟,要選擇合理的焊接工藝和方法,嚴格按要求操作。
(11)摩擦面的處理:可采用噴砂、噴丸、酸洗、打磨等方法,嚴格按設(shè)計要求和有關(guān)規(guī)定進行施工。
(12)涂裝:嚴格按設(shè)計要求和有關(guān)規(guī)定進行施工。
