
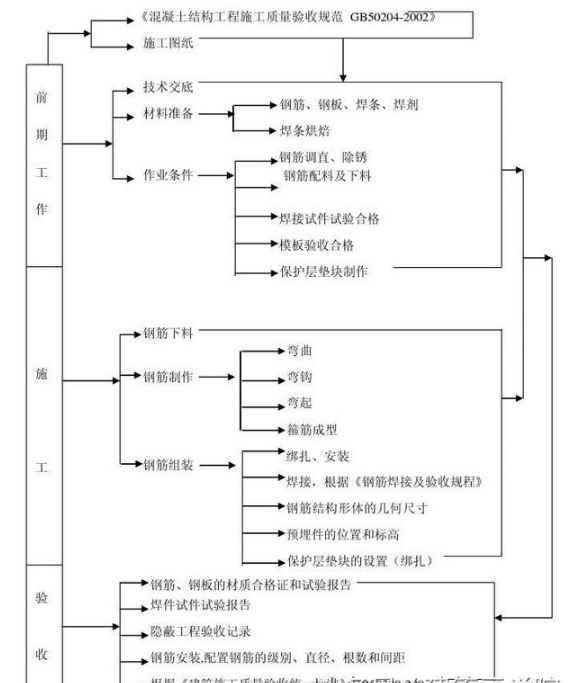
鋼筋工程施工工藝流程控制程序
鋼筋的質(zhì)保質(zhì)料
①出廠合格證應(yīng)由鋼廠質(zhì)檢部門(mén)提供或供銷部門(mén)轉(zhuǎn)抄合格證內(nèi)容:生產(chǎn)廠家名稱、爐罐號(hào)(或批號(hào))、鋼種、強(qiáng)度、級(jí)別、規(guī)格、重量及件數(shù)、生產(chǎn)日期、出廠批號(hào);力學(xué)性能檢驗(yàn)數(shù)據(jù)及結(jié)論;化學(xué)成份檢驗(yàn)數(shù)據(jù)及結(jié)論;并有鋼廠質(zhì)量檢驗(yàn)部門(mén)印章及標(biāo)準(zhǔn)編號(hào)。出廠合格證(或其轉(zhuǎn)抄件、復(fù)印件)備注欄內(nèi)應(yīng)由施工單位寫(xiě)明單位工程名稱及使用部位。②試驗(yàn)報(bào)告應(yīng)由法定檢測(cè)單位提供試驗(yàn)報(bào)告內(nèi)容:委托單位、工程名稱、使用部位、鋼筋級(jí)別、鋼種、鋼號(hào)、外形標(biāo)志、出廠合格證編號(hào)、代表數(shù)量、送樣日期、原始記錄編號(hào)、報(bào)告編號(hào)、試驗(yàn)日期、試驗(yàn)項(xiàng)目及數(shù)據(jù)、結(jié)論(伸長(zhǎng)率指標(biāo)應(yīng)注明標(biāo)距、冷彎指標(biāo)應(yīng)注明彎心半徑、彎選自.投標(biāo)書(shū)代寫(xiě)網(wǎng) yipai178.com 曲角度及彎曲結(jié)果)
鋼筋的配料
鋼筋配料是根據(jù)設(shè)計(jì)圖中構(gòu)件配筋圖,先繪出各種形狀和規(guī)格的單根鋼筋簡(jiǎn)圖并加以編號(hào),然后分別計(jì)算鋼筋下料長(zhǎng)度和根數(shù),填寫(xiě)配料單,經(jīng)審查無(wú)誤后,方可以對(duì)此鋼筋進(jìn)行下料加工,所以一個(gè)正確的配料單不僅是鋼筋加工、成型準(zhǔn)確的保證,同時(shí)在鋼筋安裝中不會(huì)出現(xiàn)鋼筋端部伸不到位,錨固長(zhǎng)度不夠等問(wèn)題,從而保證鋼筋工程的質(zhì)量。因此對(duì)鋼筋配料工作必須認(rèn)真審查,嚴(yán)格把關(guān)。
鋼筋的下料與加工
本工程的所有鋼筋的下料及加工成型全部在場(chǎng)內(nèi)加工場(chǎng)地進(jìn)行,這樣可長(zhǎng)短搭配,合理下料,能提高鋼筋的成材率。
(1)鋼筋除銹:鋼筋的表面應(yīng)潔凈,所以在鋼筋下料前必須進(jìn)行除銹,將鋼筋上的油漬、漆污和用錘敲擊時(shí)能剝落的浮皮、鐵銹清除干凈。對(duì)盤(pán)園鋼筋除銹工作是在其冷拉調(diào)直過(guò)程中完成;對(duì)螺紋鋼筋采用自制電動(dòng)除銹機(jī)來(lái)完成,并裝吸塵罩,以免損壞工人的身體和污染環(huán)境。(2)鋼筋調(diào)直:采用牽動(dòng)力為3噸的卷?yè)P(yáng)機(jī),兩端設(shè)地錨的辦法進(jìn)行冷拉來(lái)調(diào)直鋼筋,根據(jù)施工規(guī)范要求;I級(jí)鋼筋的冷拉率不宜大于4%;II級(jí)鋼筋的冷拉率不宜大于1%。鋼筋經(jīng)過(guò)調(diào)直后應(yīng)平直,無(wú)局部曲折。(3)鋼筋切斷:鋼筋切斷設(shè)備主要有鋼筋切斷機(jī)和無(wú)齒鋸等,將根據(jù)鋼筋直徑的大小和具體情況進(jìn)行選用。
切斷工藝:將同規(guī)格鋼筋根據(jù)長(zhǎng)度進(jìn)行長(zhǎng)短搭配,統(tǒng)籌排料。一般應(yīng)先斷長(zhǎng)料,后斷短料,減少短頭,減少損耗。斷料應(yīng)避免用短尺量長(zhǎng)料,防止在量料中產(chǎn)生積累誤差,為此宜在工作臺(tái)上標(biāo)出尺寸刻度線,并設(shè)置控制斷料尺寸用的檔板。在切斷過(guò)程中,如發(fā)現(xiàn)鋼筋劈裂,縮頭或嚴(yán)重的彎頭等必須切除。
彎曲成型
(1)彎曲設(shè)備:鋼筋彎曲成型主要利用鋼筋彎曲機(jī)和手動(dòng)彎曲工具配合共同完成。(2)彎曲成型工藝:鋼筋彎曲前,對(duì)形狀復(fù)雜的鋼筋,根據(jù)配料單上標(biāo)明的尺寸,用石筆將各彎曲點(diǎn)位置劃出。劃線工作宜從鋼筋中線開(kāi)始向兩邊進(jìn)行;若為兩邊不對(duì)稱鋼筋時(shí),也可以從鋼筋一端開(kāi)始劃線,如劃到另一端有出入時(shí),則應(yīng)重新調(diào)整。經(jīng)對(duì)劃線鋼筋的各尺寸復(fù)核無(wú)誤后,即可進(jìn)行加工成型。
鋼筋接頭
鋼筋接頭是整個(gè)鋼筋工程的一個(gè)重要環(huán)節(jié),接頭的好壞是保證能否正常受力的關(guān)鍵。因此,對(duì)鋼筋接頭形式應(yīng)認(rèn)真選擇,選擇的原則:可靠方便、經(jīng)濟(jì)。本工程將根據(jù)具體情況進(jìn)行選擇。(1)接頭方式本工程在接頭方式上優(yōu)先選用方便快捷的閃光對(duì)焊和電渣壓力焊。框架柱直徑≥φ18采用電渣壓力焊連接,<φ18采用綁扎搭接。框架梁≥φ18采用閃光對(duì)焊連接。(2)接頭位置:鋼筋的接頭位置應(yīng)按設(shè)計(jì)要求和施工規(guī)范03G329(一)及03G101的規(guī)定進(jìn)行布置。底板上部鋼筋在支座接頭,下部鋼筋在跨中處接頭;框架梁板筋上部接頭在跨中1/3范圍內(nèi),下部鋼筋接頭在支座處;柱的鋼筋接頭在梁頂或上層柱加密箍筋以上處。(3)閃光對(duì)焊、電渣壓力焊施工工流程a)閃光對(duì)焊工藝:采用交流焊機(jī),先用閃光一預(yù)熱一閃光焊工藝,其主要工藝過(guò)程包括一次閃光、預(yù)熱、二次閃光、頂鍛過(guò)程,對(duì)焊前應(yīng)先清除端頭范圍內(nèi)鐵銹、污泥,端頭有彎曲的應(yīng)預(yù)先調(diào)直或切除,當(dāng)調(diào)換焊工或更換鋼筋時(shí)應(yīng)先制作試樣,試驗(yàn)合格后方可施焊,夾緊鋼筋時(shí),應(yīng)使鋼筋兩凸出端面相接觸,以利均勻加熱,保證兩鋼筋間軸線一致,焊接完畢后應(yīng)待接頭處由白紅色變成黑紅色時(shí),才能松動(dòng)夾具,接頭處毛刺卷邊應(yīng)清除干凈,焊接場(chǎng)地應(yīng)有防雨、防風(fēng)措施。b)電渣壓力工藝:其主要工藝過(guò)程包括引弧、電弧、電渣和頂壓過(guò)程。引弧采用直接引弧法,即通電后迅速將上部鋼筋提起,使兩端頭保持2-4mm;電弧是利用高溫作用將端頭燒化,同時(shí)將周圍熔劑熔化,形成渣池;渣池形成后,將上部鋼筋緩緩插入渣池中,電弧熄滅,進(jìn)行電渣焊過(guò)程。對(duì)于焊接過(guò)程中如發(fā)現(xiàn)軸線偏移、接頭彎折、結(jié)合不良、燒化、夾渣等焊接缺陷,應(yīng)查明原因,采取措施及時(shí)清除。
鋼筋的堆放與運(yùn)輸
(1)鋼筋的堆放根據(jù)工程現(xiàn)場(chǎng)實(shí)際情況,鋼筋均在場(chǎng)內(nèi)加工場(chǎng)地制作,鋼筋要按其規(guī)格、直徑大小及形式的不同,分別進(jìn)行堆放整齊,并掛標(biāo)志牌,做到整潔清楚,便于查找和使用,按標(biāo)志牌臨時(shí)堆放于靠近施工部位。(2)鋼筋的運(yùn)輸為了加快施工進(jìn)度,本工程施工現(xiàn)場(chǎng)鋼筋采用井架進(jìn)行運(yùn)輸。在井架運(yùn)輸鋼筋時(shí),對(duì)較長(zhǎng)的鋼筋應(yīng)進(jìn)行試吊,以找準(zhǔn)吊點(diǎn),必要時(shí)可用方木或長(zhǎng)鋼管進(jìn)行加強(qiáng),嚴(yán)禁吊點(diǎn)距離過(guò)大,造成鋼筋產(chǎn)生彎曲變形。
鋼筋綁扎與安裝
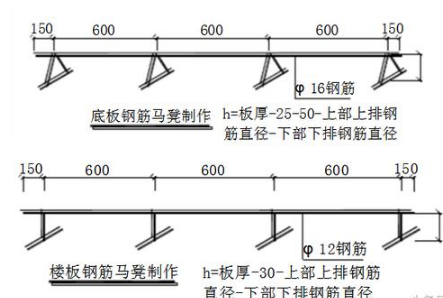
(1)準(zhǔn)備工作準(zhǔn)備足夠數(shù)量砂漿墊塊,以保證鋼筋的保護(hù)層厚度。因板筋為雙層鋼筋,須配置足夠數(shù)量的鋼筋馬凳,馬凳因板的厚度不同采用不同的馬凳。對(duì)于底板厚度較大所以采用人字形馬凳,馬凳用Φ16的鋼筋制作,兩端為人字形支腳,間距為600,樓板厚度較小可以用φ12鋼筋制作馬凳。馬凳應(yīng)墊在底層網(wǎng)片上,馬凳制作如下圖所示。否有高于板筋)→綁扎鐵馬凳及上層鋼筋→安放固定預(yù)留孔模具→施工縫封擋→自檢、專檢→報(bào)監(jiān)理隱檢→交接檢梁縱向筋采用雙層排列時(shí),兩排鋼筋之間應(yīng)墊以直徑≥25mm的短鋼筋,以保持其設(shè)計(jì)距離。箍筋接頭應(yīng)交錯(cuò)布置在兩根架立鋼筋上。梁箍筋加密范圍必須符合設(shè)計(jì)要求。樓板及次梁鋼筋需要接長(zhǎng)時(shí)上筋在跨中搭接,下筋在支座(4)水池墻體鋼筋的綁扎墻體鋼筋綁扎施工工藝流程:彈出墻體斷面尺寸線及模板外緣線→預(yù)檢驗(yàn)線→檢查調(diào)整立筋的位置→立筋水平筋搭接綁扎→安裝保護(hù)層墊塊→自檢、專檢→報(bào)驗(yàn)隱檢→墻體的豎向鋼筋,在澆筑樓板砼前應(yīng)插入,并與墻下部暗梁綁扎牢。墻體鋼筋接頭接頭應(yīng)錯(cuò)開(kāi),同截面的接頭率不大于50%,鋼筋搭接處應(yīng)綁扎三個(gè)扣。墻體為雙層鋼筋網(wǎng),采用水平梯子筋保證固定兩網(wǎng)片的間距。墻體鋼筋網(wǎng)綁扎時(shí),鋼筋的彎鉤應(yīng)向砼墻內(nèi)。(5)框架柱鋼筋的綁扎柱鋼筋綁扎施工工藝流程:彈出柱斷面尺寸線及模板外緣線→預(yù)檢驗(yàn)線→檢查調(diào)整立筋的位置→立筋連接→綁扎柱箍筋控制柱整體垂直度→綁扎柱保護(hù)層→自檢報(bào)驗(yàn)→報(bào)監(jiān)理隱檢→與模板施工人員辦交接檢框架柱的豎向筋采用電渣壓力焊,其接頭應(yīng)相互錯(cuò)開(kāi),同一截面的接頭率不大于50%。在綁扎柱的箍筋時(shí),其接頭應(yīng)交錯(cuò)布置,箍筋與豎向筋的交叉點(diǎn)均應(yīng)呈八字形綁扎牢。澆注砼前采用定位套箍焊在柱筋頂端,控制鋼筋間距,以免澆筑混凝土?xí)r鋼筋位移。柱箍筋的位置必須準(zhǔn)確,箍筋加密的范圍應(yīng)符合設(shè)計(jì)要求。柱筋綁扎完后,應(yīng)及時(shí)綁扎砂漿墊塊。(6)后澆帶鋼筋嚴(yán)格按設(shè)計(jì)要求進(jìn)行加筋補(bǔ)強(qiáng),嚴(yán)禁在后澆帶處留設(shè)鋼筋接頭,后澆帶處鋼筋必須有防護(hù)措施以免污染銹蝕。
